На официальном сайте МАГАТЭ представлена публикация под названием "Замена тяжёлого оборудования на АЭС: опыт и руководства" (Heavy Component Replacement in Nuclear Power Plants: Experience and Guidelines).
Документ выпущен в серии "IAEA Nuclear Energy Series" под номером NP-T-3.2. Язык публикации - английский. Число страниц - 97. Условия приобретения твёрдой копии изложены на сайте МАГАТЭ. В настоящий момент цена документа составляет 20 евро. Электронный вид доступен бесплатно.
Замена тяжёлого оборудования на АЭС, построенных по западным проектам, во многом связана с так называемой проблемой сплава 600. Коррозия данного материала приводит к настолько серьёзным последствиям, что нередко наиболее выгодным способом решения проблемы становится замена повреждённого оборудования. Речь идёт о таких важных элементах АЭС, как парогенераторы, компенсаторы объёма, крышки реакторов и внутрикорпусные устройства.
Публикация предназначена для управленцев и инженеров тех организаций и предприятий, которые вовлечены в процесс замены - эксплуатирующие организации, управленческие структуры, поставщики и инжиниринговые компании.
В документе вкратце рассмотрены сведения о механизме деградации свойств основного оборудования АЭС и приводятся соответствующие исторические справки. Так, в ранних проектах PWR трубки парогенераторов выполнялись из сплава 600. В 70-ые годы в ряде стран были обнаружены дефекты трубок из-за коррозионного растрескивания под напряжением со стороны первого контура (PWSCC). Такая же проблема возникла и в местах применения сплава 82/182 (использовался при сварке). В результате растрескивания стали происходить протечки между первым и вторым контурами.
На первых порах эксплуатирующие организации пытались глушить трубки с дефектами. Это привело к ухудшению параметров парогенераторов и возрастанию расходов на их обслуживание. После проведенных исследований было установлено, что экономически выгоднее заменить парогенераторы с дефектными трубками, чем продолжать глушение.
Первые операции по замене парогенераторов были выполнены в США (1979 - "Surry-2", 1981 - "Surry-1"), Германии (1983 - "Obrigheim"), Швеции (1989 - "Ringhals-2") и Франции (1990 - "Dampierre-1"). В дальнейшем аналогичная работа проводилась в Бельгии, Швейцарии и Японии.
Одновременно в пострадавших государствах была запущена программа НИОКР с целью понять механизм деградации свойств сплава 600 при коррозии и поиску альтернативных материалов. В качестве таковых для трубок парогенераторов сейчас предлагаются сплавы 690 и 800, а для сварных швов - сплав 52/152.
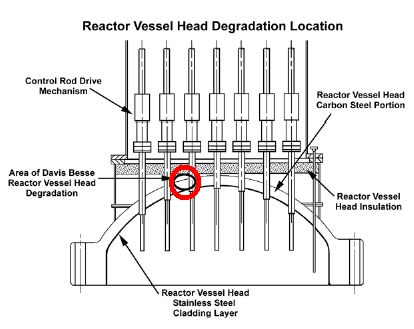
Ещё более серьёзными последствиями грозит коррозия материалов крышек реакторов. В 1991 году при гидравлических испытаниях первого контура французского блока "Bugey-3" были зафиксированы протечки из-за коррозионных повреждений крышки, а "провинившимися" материалами - как и в случае с парогенераторами - выступили сплавы 600 и 82/182.
Схематичное изображение типичного повреждения крышки реактора из-за коррозии со стороны первого контура;
отмечено красным как Area of Davis Besse Reactor Vessel Head Degradation
Хотя в отрасли были разработаны мероприятия для борьбы с коррозией крышек, многие компании и даже целые государства приняли, в конечном итоге, программу по полной замене крышек. Например, во Франции в 1994 году была поставлена цель заменить крышки у всех реакторов мощностью 900 и 1300 МВт(эл.). Аналогичная программа стартовала в 1996 году в Японии. Соединённые Штаты едва не столкнулись с крупной аварией по вине поврежденной крышки - имеется в виду инцидент 2002 года на АЭС "Дэвис Бесс".
Не удалось избежать коррозионных напастей и другим типам западных реакторов, в частности, BWR и CANDU. Здесь также встал вопрос о необходимости досрочной замены тяжёлого оборудования.
В документе NP-T-3.2 рассматриваются различные аспекты операций по замене оборудования на АЭС. Так, глава 3 посвящена общим принципам организации работ, начиная с создания команды для работы над проектом и кончая требованиями к непосредственной деятельности по замене и минимизации коллективной дозы для вовлечённого персонала. Далее каждому из типов оборудования (парогенераторы, крышки, компенсаторы и т.д.) отведена отдельная глава.
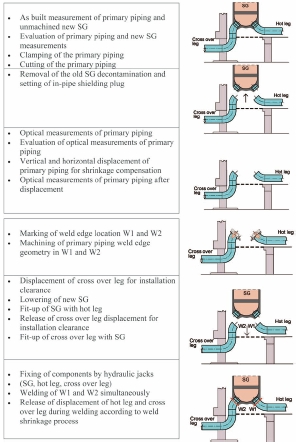
Пример из главы 4 - рекомендуемая последовательность действий при замене парогенератора
Демонтированное оборудование относится к разряду радиоактивных отходов, и для обращения с ним необходимо заранее разрабатывать соответствующую стратегию. Этим вопросам посвящена глава 11 документа.
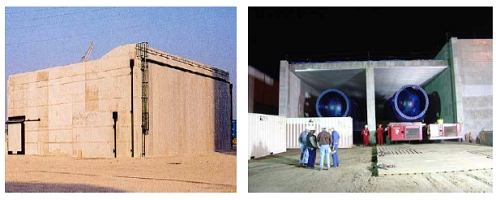
Ряд компаний предпочитает размещать снятое оборудование во временных хранилищах (мавзолеях) прямо на площадке или в непосредственной близости к ней. Это позволяет экономить на перевозках, а также обеспечивает простой доступ к оборудованию для взятия образцов и проведения иных исследований.
Но строительство мавзолея означает дополнительные расходы. Кроме того, оно не снимает проблемы в принципе - то есть, со временем, такое оборудование придётся вывозить в специализированные хранилища. Альтернативный подход сразу предусматривает вывоз старого оборудования в промежуточные или постоянные хранилища.
Мавзолеи демонтированных парогенераторов во Франции (слева) и США
В подготовке документа МАГАТЭ NP-T-3.2 принимали участие эксперты из Канады, США, Франции, Швеции и Японии. Он будет также полезен и для отечественных специалистов как обзорный материал по тематике замены тяжёлого оборудования АЭС из-за коррозионных повреждений.
ИСТОЧНИК: AtomInfo.Ru
ДАТА: 21.01.2009
Темы: Атомное машиностроение, Безопасность, Парогенераторы, Публикации МАГАТЭ, Сплав 600